
Στο παρόν άρθρο παρουσιάζεται ανάπτυξη διάταξης στίλβωσης για κέντρα κατεργασιών CNC, η οποία επιτυγχάνει μείωση της επιφανειακής τραχύτητας σε σημείο δημιουργίας οπτικού εφέ «καθρέφτη».
Άρθρο των κ. Π. Αβράμπου και Γ.Χ. Βοσνιάκου*
Η στίλβωση μεταλλικών επιφανειών καλουπιών ακόμα και σήμερα γίνεται κυρίως χειροκίνητα από εξειδικευμένους τεχνικούς. Ωστόσο, όταν η ακρίβεια που απαιτείται είναι ιδιαίτερα υψηλή, το παραμικρό λάθος σε οποιοδήποτε στάδιο της διαδικασίας είναι κρίσιμο και κοστοβόρο. Επιπροσθέτως, η χειροκίνητη στίλβωση είναι μία πολύ χρονοβόρα διαδικασία.
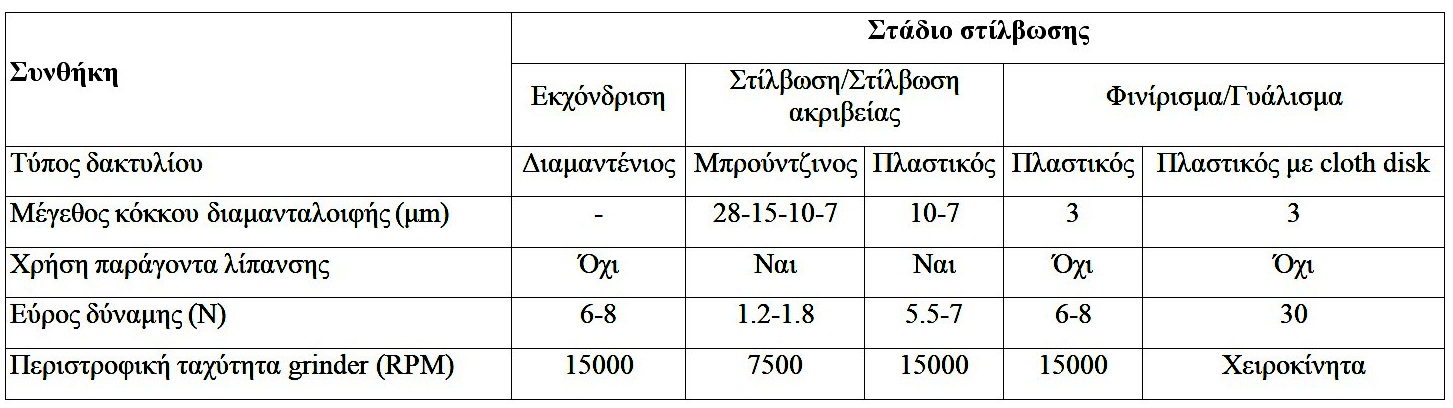
Μία από τις πιο διαδεδομένες μεθόδους στίλβωσης χρησιμοποιεί συνδυασμό ειδικών δακτυλίων (polishing rings) και διαμανταλοιφών (polishing pastes) και, όπως φαίνεται στον πίνακα, διεξάγεται σε τρία στάδια: α) εκχόνδριση (grinding), β) στίλβωση (lapping) και στίλβωση ακριβείας (fine lapping) και γ) φινίρισμα (finishing) και γυάλισμα (buffing).
Η βάση στίλβωσης κατασκευάστηκε ώστε να συγκρατεί κατακόρυφα, στον ίδιο άξονα με αυτόν της φρέζας ή του κέντρου κατεργασιών CNC, ένα grinder (εν προκειμένω Einhell Bavaria BSG-135), το οποίο και προσφέρει την περιστροφική κίνηση των δακτυλίων σε εύρος 8000-30000 rpm.
Η συναρμολογημένη διάταξη αποτελείται από ένα σταθερό και ένα κατακόρυφα κινούμενο μέρος και φαίνεται στην εικόνα 2, με αριθμημένα τα επιμέρους εξαρτήματα. Το σταθερό μέρος ασφαλίζεται επί του κέντρου κατεργασιών μέσω ενός πίρου πρόσδεσης (1) και ενός αυτασφάλιστου περικόχλιου (3). Η βάση του κινούμενου μέρους διαθέτει έναν κωνικό συστελλόμενο σφιγκτήρα (12) ο οποίος συγκρατεί το ελεύθερο άκρο του grinder επί του οποίου προσδένεται ο εκάστοτε δακτύλιος στίλβωσης.
Δύο ράβδοι από ανοξείδωτο ατσάλι (8) λειτουργούν ως οδηγοί, εξασφαλίζοντας την επιθυμητή απόσταση μεταξύ σταθερού και κινητού μέρους με την απαιτούμενη ακρίβεια. Οι συνδέσεις των ράβδων-οδηγών υλοποιούνται μέσω έξι horizontal axis brackets» (10, 13, 14). Οι οδηγοί κινούνται κατακόρυφα διαμέσου δύο γραμμικών ρουλεμάν (4) έκαστος, που ασφαλίζονται επί κατάλληλων βάσεων πρόσδεσης (5) μέσω κοχλιών (6). Κάθε βάση πρόσδεσης συνδέεται με το σταθερό μέρος (2), επίσης μέσω κοχλιών (7). Τέλος, δώδεκα κοχλίες Allen χωρίς κεφάλι λειτουργούν ως άκρα σύνδεσης των ελατηρίων έλξεως, τα οποία είναι υπεύθυνα για τη ρύθμιση της δύναμης στίλβωσης.
Η ασκούμενη κατακόρυφη δύναμη στίλβωσης εξαρτάται από την αποσυσπείρωση των ελατηρίων έλξεως μέσω της απόστασης του κινητού και σταθερού μέρους της διάταξης. Το κινητό μέρος της διάταξης εφάπτεται στο κάτω μέρος του (δακτύλιο στίλβωσης) με την επιφάνεια του καλουπιού, ενώ το πάνω μέρος κινείται μέσω της εργαλειομηχανής κατά τον άξονα Ζ. Η δύναμη στίλβωσης δίνεται ως
P = W – (4Κδ+Fi)
όπου:
W το βάρος του κινούμενου μέρους της διάταξης (17.66 N),
δ η διαφορά μήκους των ελατηρίων από τη θέση ισορροπίας,
Fi η αρχική συνολική δύναμη των ελατηρίων και
Κ η σταθερά καθενός από τα 4 ελατήρια.
Με βάση το ζητούμενο εύρος δυνάμεων που πρέπει να μπορεί να καλύψει η διάταξη (0-10 Ν) και τη μέγιστη διαθέσιμη διαδρομή μεταξύ σταθερού και κινούμενου μέρους, υπολογίστηκαν και κατασκευάστηκαν τα κατάλληλα ελατήρια με τα εξής στοιχεία:
- Εξωτερική διάμετρος 10mm
- Διάμετρος σύρματος 0,8mm
- 116 τυλίγματα
- Αρχικό μήκος (χωρίς φόρτιση) 115mm.
Η σταθερά τους μετρήθηκε πειραματικά σε K = 0.035 N/mm για εύρος παραμόρφωσης 5-40mm από την αρχική θέση.
Πειράματα
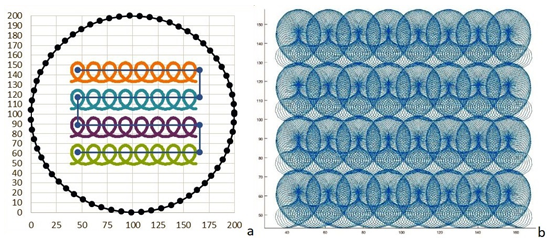
Η συσκευή χρησιμοποιήθηκε σε κέντρο Haas TM-1. Ως μοτίβο κάλυψης επιφάνειας χρησιμοποιήθηκαν τροχοειδείς καμπύλες με οδηγό καμπύλη ζιγκ-ζάγκ (εικόνα). Η τροχοειδής καμπύλη έχει αποδειχθεί ως πολύ καλή προσέγγιση της επαλληλίας περιστροφικής κίνησης και πρόωσης που εκτελεί το εργαλείο μέσω του χεριού ειδικευμένων τεχνιτών κατά τη διαδικασία της στίλβωσης. Τα πειράματα δομήθηκαν με τη μέθοδο Taguchi, ώστε να ελαχιστοποιηθεί ο αριθμός τους χωρίς να πλήττεται η αξιοπιστία των αποτελεσμάτων, ενώ ακολούθησε Analysis of Variance των αποτελεσμάτων (AN.O.VA.). Περισσότερες πληροφορίες για τη συγκεκριμένη μέθοδο σχεδιασμού πειραμάτων μπορεί ο αναγνώστης να αναζητήσει στο βιβλίο “A primer on the Taguchi method”, του R.K. Roy, SME, 2010.
Αποτελέσματα
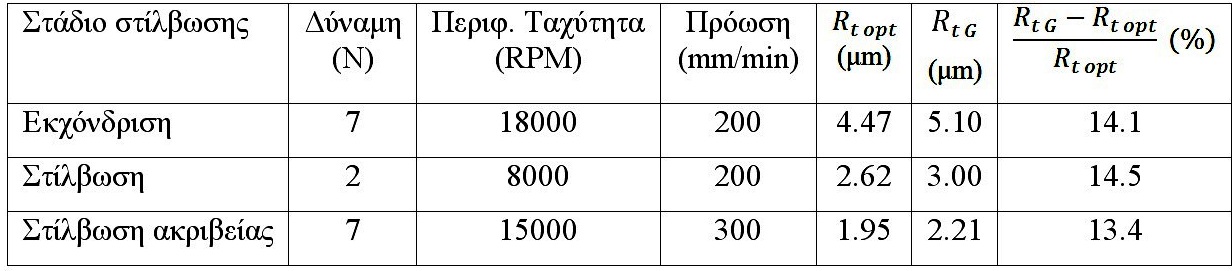
Στον κάτω πίνακα εμφανίζονται οι πειραματικές συνθήκες ανά στάδιo στίλβωσης, ενώ στον δεύτερο κάτω πίνακα τα βέλτιστα επίπεδα των τριών μεταβλητών (της δύναμης, της ταχύτητας περιστροφής και της πρόωσης), καθώς και οι αναμενόμενες βέλτιστες τιμές τραχύτητας Rtopt και η σύγκριση με τις επιτευχθείσες τιμές RtG κατά το τελικό πείραμα επαλήθευσης.

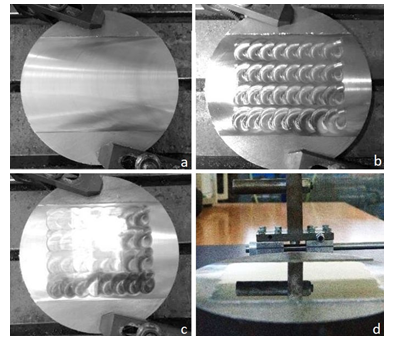
Επιπροσθέτως, στην εικόνα εμφανίζεται το οπτικό αποτέλεσμα του πειράματος επιβεβαίωσης που διεξήχθη χρησιμοποιώντας τις υπολογισθείσες βέλτιστες τιμές των παραμέτρων στίλβωσης για κάθε στάδιο της διαδικασίας. H επιφάνεια που δημιουργείται έχει πράγματι οπτικό εφέ «καθρέφτη».
Συμπεράσματα
Η ιδιοσυσκευή προσφέρει τη δυνατότητα παθητικού ελέγχου δύναμης, το grinder ελέγχει τις στροφές, ενώ το κέντρο κατεργασιών την πρόωση και την πλήρη και ομοιόμορφη κάλυψη της επιφάνειας με χρήση τροχοειδoύς καμπύλης. Η ανάλυση Taguchi χρησιμοποιείται για να βρεθούν οι βέλτιστες παράμετροι στίλβωσης για κάθε στάδιο, ώστε να μη χρειάζεται αυτές να επιλέγονται εμπειρικά.
Τα αποτελέσματα μέσω του πειράματος επιβεβαίωσης είναι ενθαρρυντικά, αφού επιτυγχάνεται επιφάνεια με οπτικό εφέ «καθρέφτη», ενώ παράλληλα δεν εμφανίζονται παραμορφωμένα είδωλα, άρα η ακρίβεια της τελικής επιφάνειας έχει διατηρηθεί στο ακέραιο. Επόμενος στόχος είναι η εισαγωγή ενεργού ελέγχου δύναμης επί της επιφάνειας.
*Ο κ. Π. Αβράμπος είναι μηχανολόγος μηχανικός ΕΜΠ και υποψήφιος διδάκτορας ΕΜΠ, ενώ ο κ. Γ.Χ. Βοσνιάκος είναι καθηγητής ΕΜΠ και διευθυντής του Εργαστηρίου Τεχνολογίας των Κατεργασιών.





{kind=link}